

.jpg;width=70;height=70;mode=crop;format=webp)




Aiming to meet rising demands for carbon fiber composite unmanned aerial vehicle (UAV) propellers, Mejzlik Propellers has added compression molding capabilities coupled with a snap-cure epoxy prepreg. This process cuts cure cycle times down to 7-10 minutes per propeller versus 8-10 hours for wet layup or oven cure processes. Source (All Images) | Mejzlik Propellers
As the market for unmanned aerial vehicles (UAV) ramps up and the technology for urban air mobility (UAM) continues to be developed, there is a growing need for higher-rate production of related aerospace components, including propellers — for which there are typically four or more per aircraft.
Mejzlik Propellers (Brno, Czech Republic) is one manufacturer that has specialized in carbon fiber-reinforced polymer (CFRP) UAV propellers. Anticipating an increase in future demand for both the UAV and UAM markets, in 2024 Mejzlik installed a new compression molding line, aiming to significantly increase its output and the quality and consistency of its parts production.



This is the latest evolution of the company’s techniques, but Mejzlik has been producing CFRP propellers since it was founded in 1989 by Tomas Mejzlik Sr., who built the business originally to sell propellers for model airplanes. As the UAV and drone market began to develop, and under second-generation leadership of Tomas Mejzlik Jr. and Jan Hruška, the company has transitioned to producing propellers for commercial and defense UAV customers.

At its facility in the Czech Republic, Mejzlik offers services from engineering through serial parts manufacture and testing. One of the company’s new electric compression presses can be seen in the back center.
Today, Mejzlik offers services including design, simulation and finite element analysis (FEA); prototype and serial production; and inspection and testing. The company also cooperates with the U.S. Federal Aviation Administration (FAA) and European Union Aviation Safety Agency (EASA) for additional testing.
Using either traditional wet layup, oven cure or its newer compression molding line (more on these below), Mejzlik currently manufactures 150 off-the-shelf designs ranging from 0.3 to 2 meters in diameter. The company also makes custom propellers up to 3 meters in diameter and as lightweight as 0.3 grams.
“Many customers start with our off-the-shelf products for the first iteration of their system, and then when they realize what exact parameters they need they come back and we have discussions about how to customize the propellers to fit their specific needs,” explains Jiří Bukvald, head of technology.
He adds that most customers start with an order of four or eight propellers for testing, eventually increasing to up to several hundred per month. “The UAV market is still developing. A customer might order 100 propellers one year, and then ramp up to several hundred after a few years.”
The company also helps customers develop full UAV propulsion systems with partners such as Maxon Motor (Sachsen, Switzerland) and Plettenberg (Baunatal, Germany). “Our job is propellers, but we are cooperating with our partners to offer the right combination and bundles for UAV manufacturers,” Bukvald says.
Manufacturing CFRP propellers
Before deciding on a manufacturing process with a customer, Mejzlik aids in the propeller design and engineering process. For this, the company uses standard FEA software and has also developed its own in-house software for aeroacoustic design and for simulating and verifying various performance metrics including efficiency and thrust.
“If a customer brings us a new propeller design, we are able to analyze the data in our software to compare it to other props in the real world, and to ultimately select the best solution,” Bukvald adds.
Over time, Mejzlik has developed three manufacturing processes it uses to manufacture propellers: wet layup, prepreg out of autoclave (OOA) and its newest compression molding technology.

Step 1. For all of Mejzlik’s manufacturing methods, dry carbon fiber or prepreg is first cut on a digital CNC cutting machine.
Wet layup
The wet layup process — also known as wet lamination — is the company’s original production method, and has been honed over many years. In this process, plies of dry carbon fiber are first cut via a Zünd (Altstätten, Switzerland) digital CNC cutting machine. These are laid up by hand with liquid epoxy on upper and lower half molds built in-house using glass fiber/epoxy and featuring internal heating systems. The mold halves are assembled together, internal heating is activated and then the mold is closed using a pneumatic press that Mejzlik developed. Internal heating cures the part.
Prepreg OOA
More recently, the company has developed capabilities for manufacturing propellers from carbon fiber/epoxy prepreg. Plies of prepreg are cut and then laid up on carbon fiber/epoxy molds manufactured in-house. These molds do not feature internal heating, but are designed with specialized systems for creating pressure within the laminate. After layup, vacuum bags are applied to the upper and lower mold halves, the molds are assembled together and then the entire mold is placed into the oven where the part is cured under vacuum, heat and pressure.
The ovens and CFRP molds enable the manufacture of larger propellers up to 3 meters long. “The oven is able to cure larger parts than the presses, and we use carbon fiber composite molds for large parts where thermal expansion plays a significant role and where aluminum or standard epoxy molds don’t make sense,” Bukvald explains.
In-house mold manufacturing
To support its manufacturing operations, Mejzlik manufactures a variety of specialized molds in-house, including its glass or carbon fiber composite molds with internal heating and/or vacuum systems, as well as cast silicone preform molds and aluminum cure molds for the compression press.
The CFRP molds pose a particular challenge because of their complexity. “Our propellers need to be molded from every side, and to accomplish this, we need to exert high forces on the molds,” explains Michal Grunt, composites engineer at Mejzlik. This necessitates composite upper and lower molds up to 10 millimeters thick and reinforced with internal rib structures to maximize stiffness and avoid any distortions in the final part.
These CFRP molds are manufactured via a specialized vacuum-bagged infusion process (see sidebar on use of this process for underwater UAV propeller manufacturing). “It’s a challenge to infuse a laminate at that thickness because there is a higher risk of exotherm, and you need to get your ratio of carbon fiber as high as possible and also make the structures quasi-isotropic so there are no distortions in the mold when it’s heated,” Grunt says. “We’re proud of the process we’ve created to do all of that. We can also achieve really tight tolerances, even with 3-meter-long molds, because we have a lot of steps in place during cure and post-cure to avoid any shrinkage.”
Adding the capability to manufacture propellers from prepreg enabled more consistency and repeatability compared to a wet layup process, but even then the company was still facing demand for higher volumes.
Prepreg compression molding for higher-rate manufacturing
Consequently, Mejzlik developed its newest manufacturing method, a prepreg compression molding line that went online in January 2024 after about 3 years of development.
“Two years ago, nobody needed several hundred props per month. Now, we have customers who need a few hundred per month or even per week, and [with the new production line] we are able to produce it,” Bukvald says.
For the compression molding process, Grunt explains that there are three main steps: Lamination, preform preparation and cure.
First, as in the wet layup process, prepreg plies are cut on the Zünd CNC cutter (Step 1). For these parts, Mejzlik uses a carbon fiber prepreg with a toughened, snap-cure epoxy formulation. “We need to be able to cure parts very fast and to demold them from a hot mold easily,” Grunt says.

Step 2. Depending on the design of the propeller, PMI foam core is machined in Mejzlik’s machine shop.
What Mejzlik calls its lamination step involves the creation of two preforms for each propeller — upper and lower halves that will be co-consolidated in the press. Cut prepreg plies are laid up on top of CNC-machined PMI foam core, spars and/or metal bearings — for attachment to the hub or as a local reinforcement — per the specific part design onto silicone molds cast in-house (Step 2). Grunt explains, “We need to make preforms because typically our workers are laying up several of one type of propeller at one time, and so we are not going to cure each part immediately. We need a separate preforming mold, but the tricky part is that we also need to be able to extract it easily to transfer it to the heated aluminum mold in the press. There aren’t many materials you can use where prepreg will only adhere partially to it.” Silicone was chosen as the best option.
Regarding the metal-composite combination, Grunt adds, “It’s always a complex thing when you mix metal with carbon fiber because of the risk of galvanic corrosion. We have select materials, like aerospace-grade aluminum and ensure the metal has appropriate surface preparation so that it’s insulated from the carbon [fiber] and there is no electric bridge between the materials.”

Step 3. Preforms are laid up on silicone molds and debulked under vacuum. These can be directly transferred to the press or stored in the freezer.
After layup, the two halves of the part are aligned, and the assembled preform is debulked under vacuum bags to ensure consolidation of all layers and that all air has been extracted (Step 3).
Once removed from the silicone molds, the propeller is pressed into the aluminum mold mounted on one of three Meccatronica (Preganziol, Italy) electric presses, with the help of specialized jigs that ensure precise positioning of the preforms into the molds. The presses are different sizes, able to press parts from 0.7 to 1.1 meters long. The press is then closed and the part cured under high heat and pressure under vacuum (Step 4). “We carefully control the closing of the mold in a two-step process, because we are timing when there is a viscosity drop in the epoxy. It’s really efficient to consolidate the laminate and extract air inside,” Grunt says.
He adds that the molds the company uses are the culmination of about 3 years of development. “With each mold, we added something or improved something,” Grunt says. “Most recently, we’ve added vacuum channels into the molds themselves to improve the quality of the laminate.”

Step 4. Propeller preforms are loaded into aluminum molds within the press, and cured under heat and pressure.
How long does the cure step take? Grunt explains that with the snap-cure epoxy-based prepreg the company uses, a cure cycle of 3-4 minutes is possible, but that Mejzlik typically cures parts in 7-10 minutes at a slightly lower temperature of 135°C to ensure a higher quality visual surface and more precise dimensions that what would be possible at a higher temperature, shorter cure cycle. “For comparison, the wet lamination process involves a cure cycle of 8 hours. An oven cure takes between 6-10 hours. With infusion, we demold after 24 hours,” he adds.

Step 5. After a 7-10-minute cure cycle, the part is demolded, cooled and trimmed.
After cure, the consolidated propeller is demolded (Step 5). “We’re able to demold the part while it is still at a high temperature, because the epoxy system has a high Tg [glass transition temperature], so the part is not soft and is very precise in shape when we demold it,” Grunt says.
Once demolded and cooled, the part is trimmed in the company’s in-house machine shop, which has two CNC machines supplied by Konečný (Boršice, Czech Republic) and Haas Automation (Oxnard, Calif., U.S.) for machining molds and for trimming and drilling propellers.
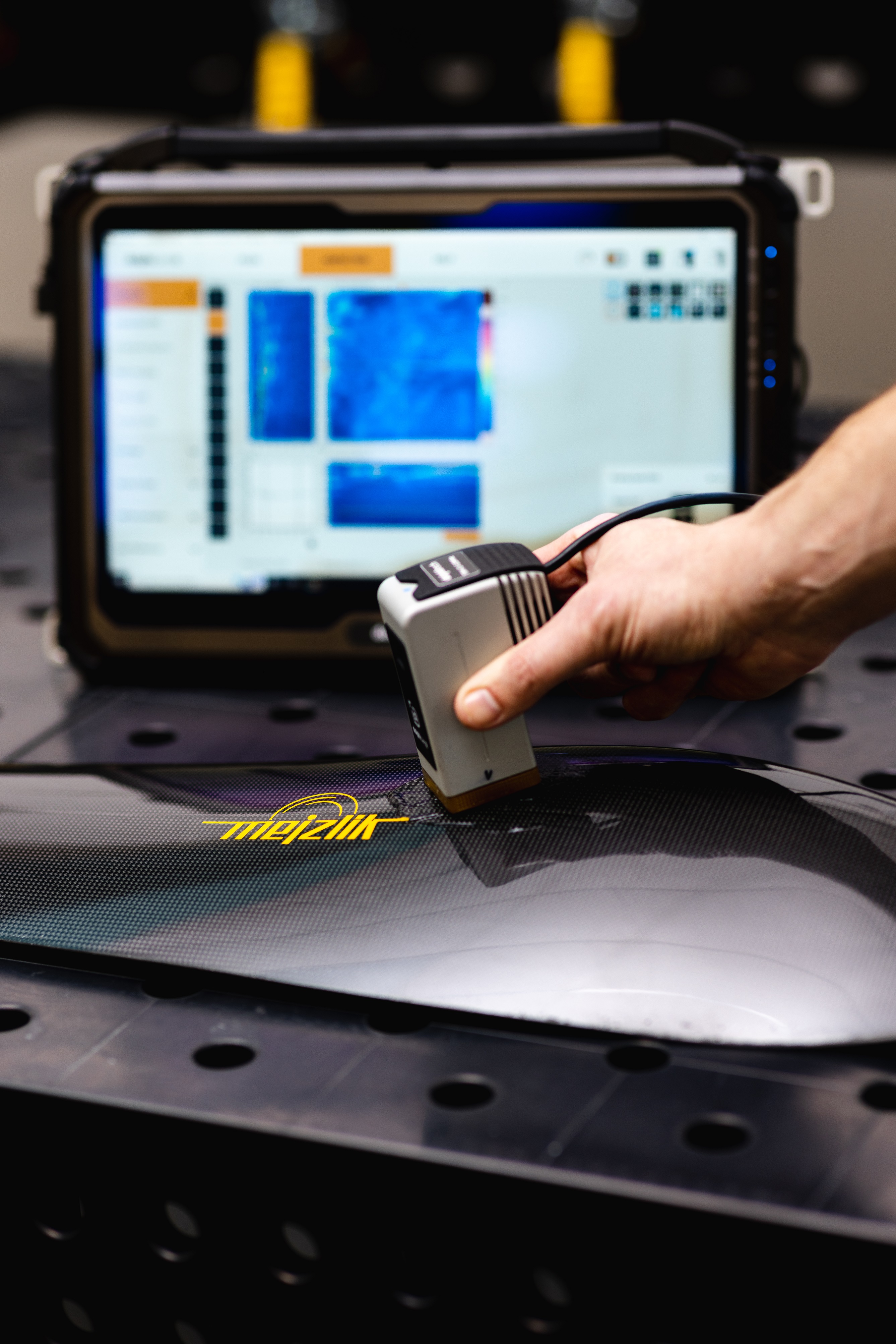
Step 6. Mejzlik has capabilities for inspecting parts as needed using 3D scanners, ultrasound imaging or physical test rigs.
The company also has inspection equipment including a Zeiss (Oberkachen, Germany) Atos 3D scanner and a Dolphitech (Gjøvik, Norway) Dolphicam2 ultrasound imaging system. “The optical 3D scanner allows us to do measurements on the exterior of a part, the ultrasound system on the interior,” Bukvald explains. The company also operates several testing rigs for performing overspin tests and measuring other performance parameters (Step 6).
Finalized propellers can be sent to customers individually or assembled together before delivery (Step 7).
How does Mejzlik decide which technology to use to manufacture propellers for a customer? “Wet lamination is our heritage, and we have a lot of molds already made for this process. We still do most of our props using this process today,” Bukvald says. “If a customer needs props that are too large for the wet lamination molds, then we use other technology like prepreg compression molding and oven cure. In the very close future, our main technology, from my point of view, will be the compression press. I think we’ll begin to switch current customers to this as their volume needs grow, and we’ll eventually start all new customers with the hot press.”

Step 7. Final propellers are assembled together for fitting onto the aircraft.
Working toward capability expansion, new certifications
What’s next for the company? Mejzlik currently operates three compression presses, with plans to add a fourth. With its current presses, Mejzlik has capacity to produce 2,500 props per month operating one shift per day.

Between its manufacturing processes, Mejzlik currently produces 2,500 props per month, with plans to add an additional press soon.
Aiming to support the growing UAM market, Mejzlik is also working toward AS9100 certification for aerospace manufacturing, and ultimately design organization approval (DOA) from the EASA. “It all depends on how the market goes, but we try to be ready,” Bukvald says.
The company also continues to expand its capabilities, working on new simulation software, impact resistance solutions and anti-icing solutions to improve functionality of UAV propellers. “We want to always be a step ahead,” Bukvald says.








Related Content

Carbon fiber, bionic design achieve peak performance in race-ready production vehicle
Porsche worked with Action Composites to design and manufacture an innovative carbon fiber safety cage option to lightweight one of its series race vehicles, built in a one-shot compression molding process.
Read More
Plant tour: Airbus, Illescas, Spain
Airbus’ Illescas facility, featuring highly automated composites processes for the A350 lower wing cover and one-piece Section 19 fuselage barrels, works toward production ramp-ups and next-generation aircraft.
Read More
Post Cure: Composite assemblies orchestrate smaller satellite designs, payload flexibility
CubeSats have become key to space exploration and R&T development, though they are often expensive to build and launch. Funded efforts like the DiskSat program aim at mitigating these challenges.
Read More
Designing and manufacturing turbine test nacelles
Michigan-based Ground Test Solutions (GTS) shares the design and manufacturing processes involved in building composite nacelle components used in testing jet and helicopter engines.
Read MoreRead Next

On the radar: Proliferation of propellers drives CFRP blade production
As propulsion efficiency advances, so too do general aviation and AAM aircraft designs to account for additional efficiency targets. Composite propeller blades are key.
Read More
We're going to need a lot of propeller blades
As advanced air mobility expands and annual shipsets get into the thousands, the demand for composite propeller blades is expected to skyrocket. What are the implications for the composites supply chain?
Read More
Composites end markets: New space (2025)
Composite materials — with their unmatched strength-to-weight ratio, durability in extreme environments and design versatility — are at the heart of innovations in satellites, propulsion systems and lunar exploration vehicles, propelling the space economy toward a $1.8 trillion future.
Read More